

以下是:泉州市石狮市厚壁无缝钢管生产厂家-欢迎新老客户来电咨询的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 厚壁无缝钢管-欢迎新老客户供应范围覆盖福建省、泉州市、石狮市、鲤城区、丰泽区、洛江区、泉港区、惠安县、安溪县、永春县、德化县、金门县、晋江市、南安市等区域。 【星腾伟业】为您提供洛江无缝钢管口碑好实力强、南安无缝钢管超产品在细节、安溪无缝钢管品质商家、惠安无缝钢管价格公道合理等多元产品与服务。厚壁无缝钢管生产厂家-欢迎新老客户来电咨询,星腾伟业金属材料(泉州市石狮市分公司)为您提供厚壁无缝钢管生产厂家-欢迎新老客户来电咨询产品案例,联系人:任威,电话:【0527-88266222】、【0527-88266222】。 福建省,泉州市,石狮市 秦汉至唐初,石狮境域隶属南安县;隋,永宁岑兜一带有先民从事海盐生产,凤里庵一带人烟稠密,人们常相约庵前石雕狮子处碰头聚会,“石狮”因之而得名;获评全国文明城市、中国百强县;主要景点有姑嫂塔、永宁城隍庙等。
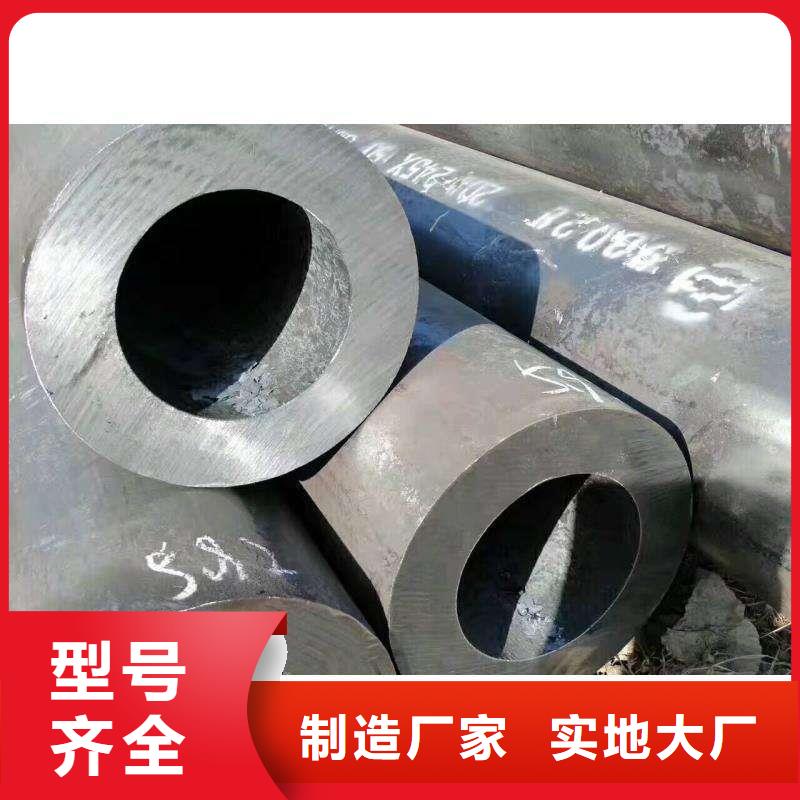
想知道厚壁无缝钢管生产厂家-欢迎新老客户来电咨询产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!以下是:泉州石狮厚壁无缝钢管生产厂家-欢迎新老客户来电咨询的图文介绍
星腾伟业金属材料有限公司
泉州石狮星腾伟业金属材料有限公司主要经营: 无缝钢管。为使产品更加符合客户需求,公司实行一套完整标准的售前,售中,售后服务。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们工作人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电咨询。
张力减径工艺是在前后布,的一系列轧辊机架中对荒管进行连续轧制的过程.也是钢管生产中的 一道热变形工序。在这一过程中.采用适当的孔型系列.使荒管外径得以连续减缩,同时凭借机架系列中轧辊转速比例的调节.可以取得预定的璧厚变化。张力减径工艺具有轧制速度高、产品规格范1 大等优点,目的已得到广泛应用。在张力减径过程中.钢管周向变形不均匀.导致钢管内表面由圆形变为多边形,在轧制中厚壁钢管时.该现象尤为严, " .。为了改善和钢管的内多边形缺陷.需要实时测张力减径过程中钢管各个部位的应力、应变及沮度等场盆,但在生产现场,侧 t 这些数据往往比较困难且费时费力.因此利用数值棋拟技术来掌握上述场 t 在张力减径过程中的变化是非常必要的。为了提高产品的壁厚精度.目前国内外许多学者已经利用有限元法针对钢管张力减径过程的壁厚变化规律进行了大证的研究工作,州.并取得了较大的进展。
导致钢管内表面由圆形变为多边形的因索主要有轧辊孔型、张力分布情况、荒管壁厚及轧制沮度等。本文采用革于 MSC . MARC 的有限元分析方法,建立了钢管张力减径过程的有限元热力藕合分析棋型.在其他参数相同的情况下.研究了不同壁厚钢管的张力减径过程.分析了钢管内多边形的形成机理.得到了荒管璧厚和张力系数对钢管内多边形程度的影响规律.可为提高产品的壁厚精度和形状精度提供理论指导。
l 设.主.价数及热力报合有限元板型的盆立
Ll 设备主要参数本文在建立张力减径有限元棋型时.设定的张力减径机组的机架个数为 20 .轧辊的名义直径设定为 345mm ,相邻机架间的距离为 320mm ,荒管的外圆直径为 180 帕 m .成品钢管直径为 79mm 。为了研究荒管璧厚及张力系数对钢管内多边形的影响规伸,在其他参数相同的悄况下.本文选取了 9 种不同壁厚的荒管及对应的张力系数进行有限元模拟.其具体数值如表 l 所示。
根据标准规定,热轧无缝高压锅炉管和低、中压锅炉管均需作压扁性能试验。20A高压锅炉管是我厂无缝车间的部优质产品,但近年来,特别是近两年来,其压扁性能不合格(包括热轧检验和用户投料验收不合格)较多。造成往返运输费用和重新热处理时能源、材料的消耗增加,也影响用户及时投料及我厂产品的信誉。为此我们对压扁性能不合格的原因及防止和办法进行了探讨。
首先将无缝钢管车间1980年以来20A0g压扁性能不合格的钢管规格及定、减径直径压缩率进行了分析。可以看出压扁性能不合格的钢管几乎都是壁厚S≥8mm的厚壁钢管,而20A钢管中主要又是减径管。因此,本文着重对20A减径厚壁管的压扁性能作以下分析。
ニ、20A厚壁管匠扁不合格试样的外观特征和金相分析
20A厚壁钢管压扁不合格试样,绝大部分表现为管壁纵向直线状内裂,而且其部位儿乎都在进行压扁试验时与试验机压板接触
的中间部分,其裂缝深度大于0,5mm。80年3月对9-753炉497批68×13mm的20A钢管压扁开裂试样,进行了常规金相分析,其结果列于表2。
1984年4月对三个炉批号20A钢管的7个试样进行了常规金相分析,其结果列于表3。
三、20A臧径厚壁钢管压扁开裂的原因
压扁性能是钢管的一种工艺性能,而钢管工艺性能是其机械性能与表面状态综合影响的结果。因此对压扁性能必须从钢管机械性能和表面状态两个方面进行分析。
无论是机械性能还是表面状态,都受金属自然性质和变形条件(如变形程度、变形温度、变形速度、应力状态、变形状态等)两个重要因素影响。因此在分析钢管压扁开製原因时,首先要找出主要因素。裂钢管的试祥几乎都是与压板接触的中间部分内壁呈纵向直线状裂缝。一般认为,压扁时例管表面产生直线状裂缝,是由变形加工引起的;
而螺旋状的表面裂缝,则是由金属自然性质引起的。如金属自然性质引起压裂时,其裂缝产生部位不可能固定不变,而实际上几乎全部裂缝产生在与压板接触的钢管内壁中间部位。所以从裂缝外观特征及产生部位在不同试验条件下的固定性,可以认为钢管压扁开裂是变形加工因素引起的。事实上,由于自动轧管机组中主要变形量分配在穿孔和轧管工艺环节,如果管坯带入有金属自然性质方面的缺陷,那么在穿孔斜轧中就自然会显示为螺旋状表面缺陷。但在穿孔后把毛管加工成成品钢管的变形较大的工艺环节中,只有轧管和减径,而轧管和减径都是纵钆。
如何制造高强度、高韧性的厚壁无缝钢管一直是治金工作者感兴趣的重要课题。近年来,随着治炼和无缝管穿轧技术的进步,对生产≤160mm,0,≥120kgf/mm20,≥140kgf/mm2,-40℃V形缺口试样a≥2kgf·m/cm2的厚壁无缝管,已有较成功经验,并用于兵工生产,但是制造18C~500的大口径厚壁管一直是工艺上的难题。
多年来,制造厚壁管的主要工艺路线是采用电炉(或电渣)钢锭锻造后再机械锆孔的工艺。这种工艺的主要缺点是材料消耗高,钢材利用率低,钢坯的30~40%变为切屑,特别是高强度、大截面部件,往往由于锻压比小,不能充分破坏钢锭心部的柱状晶,使锻坯的断面收缩率和冲击韧性都较低。增大钢锭直径,虽然可以增加锻压比,但是直径増加往往会导致钢锭的元素偏析增加,此举往往不能提高断面收缩率和κ值电渣熔工艺生产的空心管,虽然可以生产高冲击值的管,但是由于铸管上的横列结晶断口难以,妨碍了它的广泛应用。
为了制取高强度、高韧性的厚壁无缝管,我们结合30Cr2Ni2MoVA钢管的研制,进行了一些工艺试验。这些工艺是:1.电渣钢锭十锻造制坯十机加钻孔;2.电渣钢锭十锻造制坯十水压机热挤压成管;3,电渣钢锭十“皮尔格”轧机锻轧无缝管。现将这三种工艺生产管材的性能总结如下。适量的磨削加工,使表面耐久性能得到显著提高的主要原因,是由于充分发挥了残留奥氏体的有利作用;渗层接触疲劳性能随表层残留奥氏体量的增多而增高,其含量达60%左右时,具有 的接触疲劳性能。
3.共渗层中的残留奥氏体在循环应力作用下,均发生马氏体相变。在同一种热处理状态下,残留奥氏体的转变速率越低,其疲劳寿命越高。
4.冷处理虽然能提高共渗层的表面硬度,但是,由于残留奥氏体的有利影响被削弱而使其表面耐久性能降低。
在泉州市石狮市本地采买厚壁无缝钢管生产厂家-欢迎新老客户来电咨询到星腾伟业金属材料(泉州市石狮市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:任威-【0527-88266222】。










